用尺② 用尺と原価
前々回のブログで用尺は原価に直結すると書きました。大切なことなので今回は具体的にみていきましょう。
目次
■用尺が5cm違うとどうなる?
条件 生地代 @800/m
用尺 0.7m と 0.75mの場合
1枚当たりの生地代は(生地代×用尺)
@800×0.7=@560
@800×0.75=@600
1着につき@40の生地代(原価)の差
この商品を50枚、100枚、300枚、500枚生産すると差額はどうなる?
@40×50枚=2,000円
@40×100枚=4,000円
@40×300枚=12,000円
@40×500枚=20,000円
たくさん作れば作るほど差額は大きくなります。
■生産数が多くなることの影響
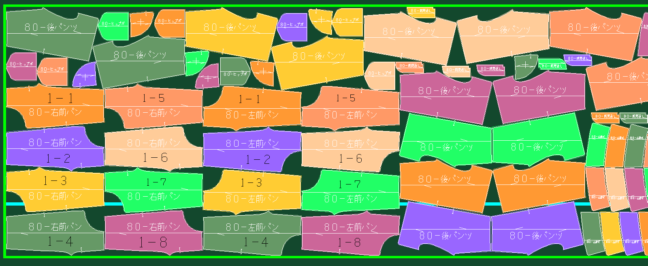
前回のブログで裁断時の型入れ数が多くなると用尺が短くなることを書きました。つまり生産ロットが大きくなれば用尺が短くなり、原価が下がるという仕組みになっています。逆に小ロット生産の場合原価が上がることとなります。
ロットが大きくなれば原価が下がる傾向にあり、ロットが小さくなれば原価が上がる傾向にある。
この原則はこの後あらゆる工程で出てきます。用尺についても当てはまります。
■生地カット代は軽視できない
用尺と原価の問題から派生したテーマですが、ここで触れておきましょう。
生地カット代についてです。
通常生地は原反という巻物の状態で購入します。1反30m巻きとか、50m巻きの規格が一般的です。生地値は通常1反単位で購入した時の単価を指します。反単位で購入できないものについてはカットでの購入となります。
カットにはカット代が発生します。10mまではワンカット1,000円とか、カットは一律300円アップなどがあります。
例えばサンプル作成の時、それぞれ3種類の生地を使用するとします。2色作る場合には6枚の生地が必要となります。6枚にそれぞれカット代が発生するので想定より多くの費用がかかることとなります。
豆知識として頭の片隅に覚えておくと役に立ちますよ。
前の記事へ
次の記事へ